






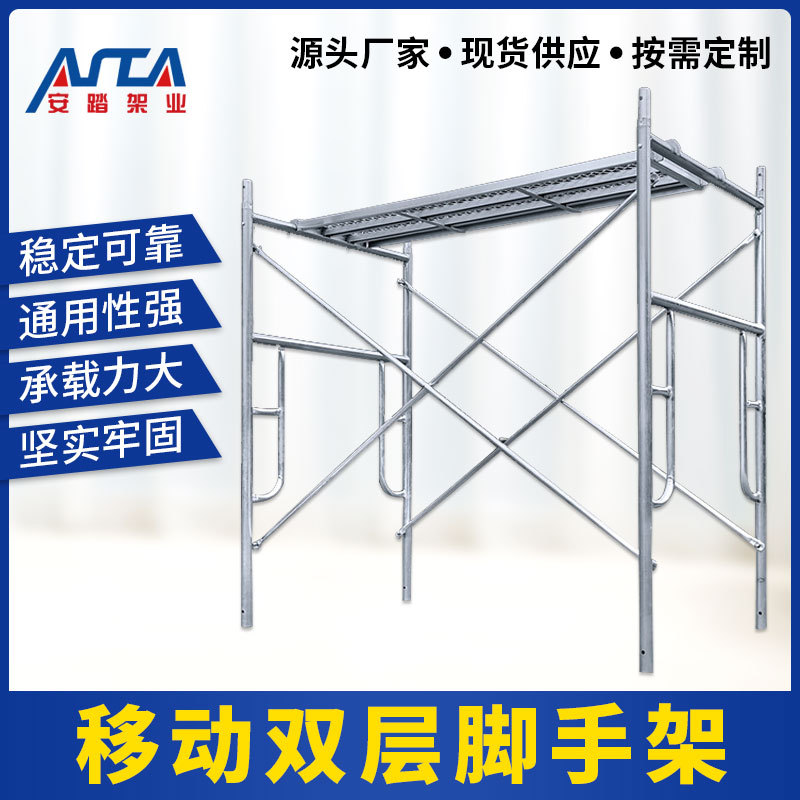







※腳手架產品描述:盤扣式腳手架立桿、橫桿、斜桿軸線匯交于一點,屬二力桿件,傳力路徑簡潔、清晰、合理,結構穩定可靠,且整體承載力高;各桿件使用的鋼號、材質合理,物盡其用,減少用鋼量,省材節能;盤扣節點采用熱鍛件,節點剛度大,插銷具有自鎖功能,可保證水平桿及斜桿與立桿連接可靠穩定。
※腳手架搭設規范:
1,腳手架負載不得超過270kg/m2,經驗收合格掛牌后方可使用,使用中應經常檢查與維護。負載超過270kg/m2,或形式特別腳手架應進行設計。
2、鋼管立柱應設置金屬底座,對地質松軟基礎應墊木板或設掃地桿。
3、腳手架立桿應垂直,垂直偏斜不得超過高度的1/200,立桿間距不超過2米。
4、腳手架兩端、轉角處及每隔6-7根立柱應設尖刀撐與支桿,高度在7米以上無法設支桿時,豎向每隔4米,橫向每隔7米需要與建筑物連接牢固。
5、腳手架外側、斜道、平臺設置1.05米防護欄。鋪設竹排或木板時,兩頭需要綁扎牢固,嚴禁不綁扎就投入使用。
6、在通道與扶梯處腳手架橫桿應加高加固,不能阻礙通道。
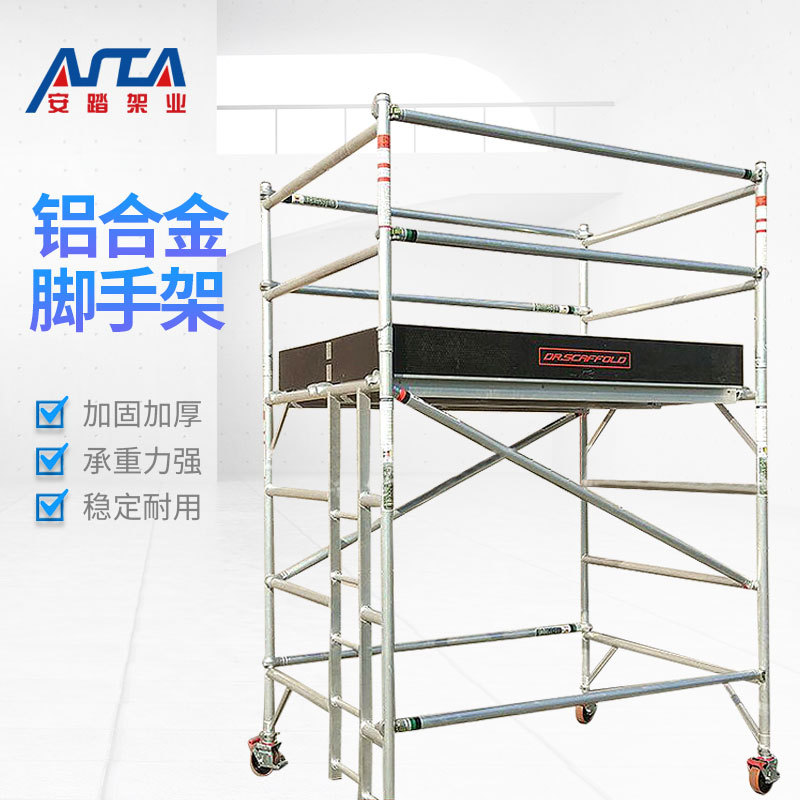
※盤扣式腳手架的特點:
1,。根據具體施工要求,能組成多種組架尺寸和荷栽的單排、雙排腳手架、支撐架、支撐柱、物料提升架等施工裝備,并能做曲線布置。2,功效高。拼拆速度比扣件式腳手架快4--8倍。
3,承載能力大。扣盤具有可靠的軸向抗剪力,且各種桿件軸線交于一點,連接橫桿數量比碗扣式接頭多出1倍,整體穩定強度比碗扣腳手架提高20%。
4,安quan可靠。采用獨立契子穿插自鎖機構。由于互鎖和重力作用,即使插銷未被敲緊,橫桿插頭亦無法脫出。
5,綜合效益好。構件系列標準化,便于運輸和管無零散易丟構件,損耗低。
※腳手架適用性:產品廣泛應用于廠房、大型體育場館、會展中心、舞臺、廣告牌、商場、車站、碼頭、機場、橋梁、隧道、地鐵、造船等工業及民用建筑的建造及維護。
※腳手架材料工藝:
.jpg)
.jpg)
1.鋼材渠道—沙鋼集團,江蘇省企業集團、國家特大型工業企業、quan國較大的民營鋼鐵企業。確保管材質量滿足GB/T 13793-2008標準。
2.配件渠道—長期培養的專ye優良供應商。核心配件八角盤與插銷均采用熱鍛件,在熱鍛過程中經過再結晶,改變鋼錠的鑄態結構,粗大的鑄態組織變成細小晶粒的新組織,并減少鑄態結構的缺陷,提高鋼的機械性能,提高鋼的塑性。更可避免沖壓件由于反壓力太小引起的工件不平或中間拱起以及內部殘余應力引起的工件扭曲等諸多問題。連接套筒采用冷擠壓工藝:一、尺寸,目前我國研制的冷擠壓件一般尺寸精度可達8~9級;二、強度高,冷擠壓采用金屬材料冷變形的冷作強化特性,即擠壓過程中金屬毛坯處于三向壓應力狀態,變形后材料組織致密、且具有連續的纖維流向,因而制件的強度有較大提高,也是套筒內與管材抵觸耳板強度的保證。配件質量是確保產品質量的關鍵。
3.焊接工藝—投入全自動焊接機器人、機械手臂、自主研發雙面自動環向焊接機,保證焊接質量,焊縫各項技術指標。在對八角盤內側焊縫抗剪承載力試驗中,對B型立桿試樣進行加載至267.5KN時,管件強度失效,八角盤及焊縫完好。
4.鍍鋅工藝—主要桿件均采用熱鍍鋅工藝,并控制鍍鋅質量,保證鋅層厚度達到75μm以上(1μm鍍層厚度對應于7.2g/㎡的附鋅量),并嚴格參照鹽霧試驗數據,滿足正常使用條件下,壽命可長達二十五年以上。見右上圖。
5.精細化管理—每一道生產工藝銜接均規定有工藝流轉卡,下一套工序進行前確保上一道工序質量檢驗合格,否則重新回轉至上一道工序或直接淘汰。對于焊接及鍍鋅完成后的成品進行表面細化打磨,除去焊渣及毛刺,使產品表面光潔。
6.質檢流程—嚴格的質量檢驗關是產品質量優良的保障措施。公司擁有專ye的質量檢驗部門及檢測機構,對從原材料到成本的每一道工序,都有詳盡的檢驗標準。后附:xxx訂單過程質檢報告。
7.售后服務—向客戶承諾,提供技術方案支持以及按行業標準正常使用范圍內的兩年免費產品維修服務。
※腳手架參數:
.jpg)


